












一、设备用途
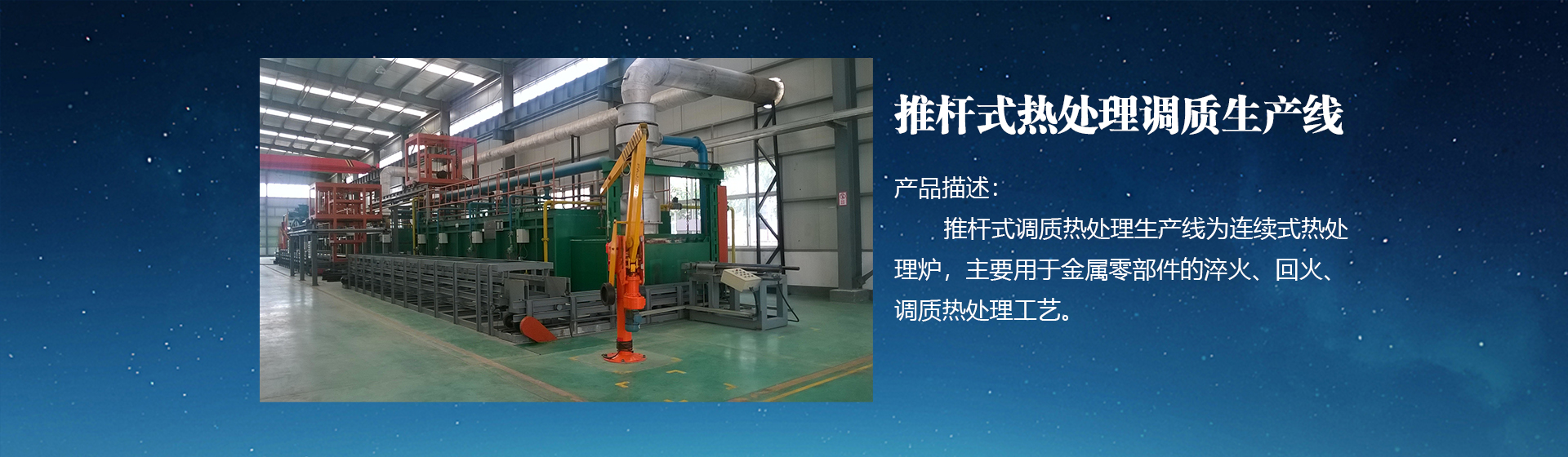
步进梁式调质热处理生产线为连续式热处理炉,主要用于金属零件半轴、货叉、前轴、后桥、轴类零件的调质热处理,最高使用温度950℃。以天然气、电为能源,液压以及驱动马达为驱动力,在处理工件的过程中可以根据不同的工艺要求,改变工件的行走速度和节拍来满足生产的要求。该生产线用天然气作热源,和电气、温控、机械传动、液压控制系统配合使用,可以自动控制和记录生产线的工作温度以及生产线中的所有机械动作和程序,并具备故障显示和声光报警功能。
二、生产线组成
淬火上料机构、 步进式燃气加热炉、 淬火槽系统、快速淬火机、中转料台、步进式燃气回火炉、二次水冷却系统、出料机构、出料传送架(链条)、液压站、电控系统等组成。
三、工艺流程
工件通过人工辅助上料,在上料端设1只液压缸,液压缸由PLC来控制节拍动作,每个节拍压缸动作1次,炉门开启后向前送出3(6)根工件至步进炉活动梁上方,步进梁立即上升(行程100mm可调),托起该工件向前移动一步(行程450mm),此时送料油缸返回,炉门关闭。工件到位后步进梁下降后退,留出进料位等待下一批3(6)根工件进炉,待工件送完后(由PLC编程器计数),由工人在上料台上放置下一批3(6)根工件。
步进加热:步进炉为底式多梁结构。步进加热炉由固定梁和步进活动梁组成,固定炉底梁是静止的,所有炉内工件均搁在固定梁上进行加热。步进活动梁作矩形运动轨迹:按照工艺节拍炉底升降油缸开始向前动作,沿着斜坡轨道15°角上升,活动梁同步上升,将固定梁上的所有工件托起(动作1),上升到设定行程,此时平移油缸开始动作,活动梁水平向前移动一个工位的距离(动作2)(活动梁水平前移\后退由液压缸完成),这样工件向前移动了一个工位,到达设计行程终点后,主推油缸开始后退动作,沿着斜坡轨道下降,步进炉活动梁垂直下降,将工件放在固定梁的新工位上(动作3),活动梁再继续下降到初始位置,然后平移油缸开始动作,水平移动到原始位置(动作4),活动梁完成一个矩形轨迹的步进动作,这样周而复始的循环动作,工件在炉内完成预热、升温、均温、保温全过程,最终到达出料工位。
后炉门打开,淬火升降小车机构将炉内工件快速转移(1次出料3/6件),升降机构托起工件快速入水淬火(转移时间≤30S)。工件淬火完毕后由升降小车转移至回火炉内固定梁上,工件在回火炉内完成保温后,工件由步进机构直接转移到回火炉出料小车上,小车运行至二次冷却水槽内,经过水冷却后动作至下料工位由出料链条传送架移出斜面滑至摆放工位,再由工人批量吊出。
四、供货清单
序号 | 设备名称 | 单位 | 数量 |
1 | 淬火炉上料台 | 套 | 1 |
2 | 步进式淬火炉 | 套 | 1 |
3 | 过渡平台 | 套 | 1 |
4 | 步进式回火炉 | 套 | 1 |
5 | 前后炉门装置及升降系统 | 套 | 4 |
6 | 淬火炉步进机构 | 套 | 1 |
7 | 回火炉步进机构 | 套 | 1 |
8 | 液压站系统 | 套 | 2 |
9 | 淬火水槽 | 套 | 1 |
10 | 淬火升降移动小车 | 套 | 1 |
11 | 回火冷却槽 | 套 | 1 |
12 | 回火后出料机构 | 套 | 1 |
13 | 后链条传送架 | 套 | 1 |
14 | 电控柜系统 | 套 | 1 |
15 | 控制软件(包括系统软件和应用软件) | 套 | 1 |
16 | 现场操作盘箱 | 套 | 1 |
17 | 设备本体及设备本体至现场盘箱的配管配线 | 套 | 1 |
18 |
注:该系列设备为非标定制,有成熟的制作、调试经验和客户