










一、用途
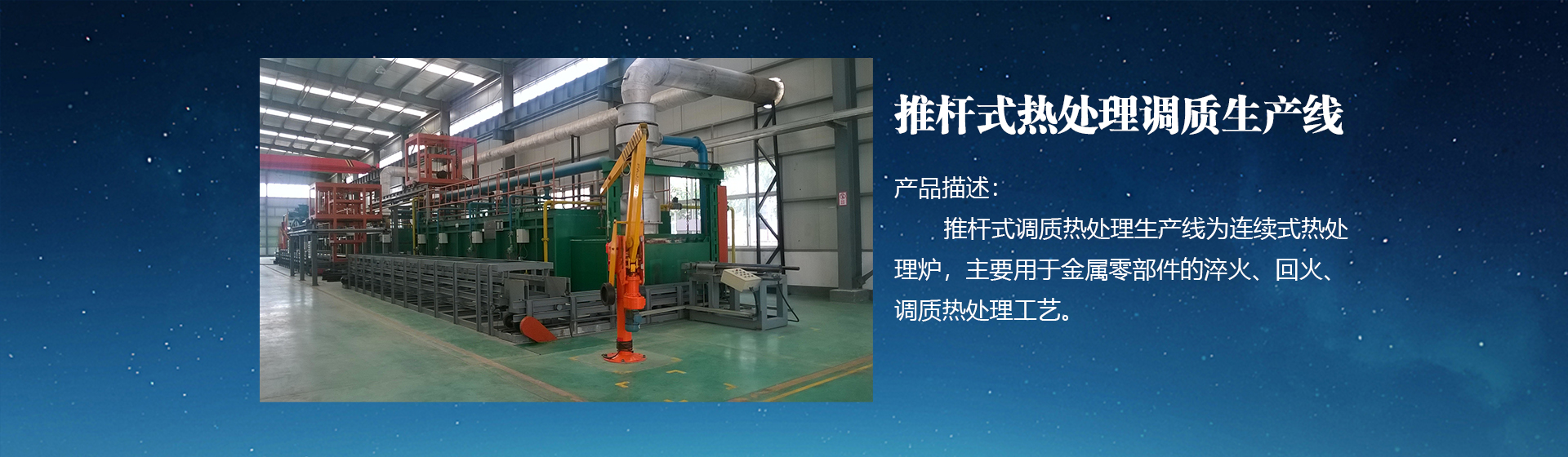
推杆式调质生产线为连续式热处理设备,主要用于锻打成型的碳钢、合金钢等零部件进行淬火、回火等热处理工艺,处理后的零件组织均匀、质量稳定,生产线具有自动化程度高,高效节能、安全可靠的特点。
推杆式调质生产线主要由液压推料机、推杆式加热炉、加热炉后拉料机、加热炉料盘返回机构、升降式淬火水槽、推杆式回火炉、回火炉后拉料机、回火炉料盘返回机构、电气控制系统等组成。
二、设备性能简介
2.1生产线工作程序
液压推料装置→加热炉前上料台→推杆式加热炉→加热炉后拉料机→升降式淬火水槽→液压推料装置→推杆式回火炉→回火炉后拉料机→周转筐
2.2过程综述
料盘停在加热炉前上料台上装满工件,加热炉升温到达使用温度,加热炉前门开启,液压推杆将料盘推入炉膛,推杆返回,炉膛内依次可推入15只料盘,当工件满足工艺要求后,后炉门自动打开,加热炉后拉料机将炉内料盘拉出炉外,到位后液压缸驱动翻转机构,料盘向下翻转,料盘上工件经缓冲板滑落到淬火水槽内料斗上,料斗下行进入淬火程序。同时后炉门关闭。工件在淬火水槽内满足工艺要求后,淬火水槽内料斗上行,工件经缓冲板滑落到回火炉前料盘内,液压推杆依次将料盘推入炉膛,推杆返回,炉膛内依次可推入20只料盘,当工件满足工艺要求后,回火炉后拉料机将炉内料盘拉出炉外,到位后减速机驱动翻转机构,料盘向下翻转,料盘上工件经缓冲板滑落到接料筐内。如此循环。
三、生产周期及产品技术质量和保证措施
1.生产周期:合同生效后20天内提供设备安装平面布置图、剖面图、装配图、设备4个月内交付使用;
2.产品技术质量和保证措施
2.1、实行图纸设计、产品制造、安装、调试、跟踪及售后服务制度
2.2、供方提供的技术资料和图纸
A、成套设备使用说明书 1套
B、设备及所有配套设施设计图纸 1套
C、所有成套元器件的说明书、合格证证书 1套
D、全套图纸、安装调试大纲、维修保养说明 1套
E、成套设备厂装箱单 1份
F、成套设备厂合格证 1份
3、设备到需方后,供方负责派人到现场指导和安装调试。
4、产品出厂按国家标准执行,实行三包,三包一年。
四、供货清单
序号 | 名称 | 单位 | 数量 |
1 | 加热炉体(钢结构+炉衬) | 套 | 1 |
2 | 回火炉体(钢结构+炉衬) | 套 | 1 |
3 | 推料装置 | 套 | 2 |
4 | 出料装置 | 套 | 2 |
5 | 料盘返回构 | 套 | 2 |
6 | 翻转机构 | 套 | 1 |
7 | 升降式淬火水槽 | 套 | 1 |
8 | 二次冷却水槽 | 套 | 1 |
9 | 电器控制系统 | 套 | 1 |
10 | 设备本体及设备本体至现场盘箱的配管配线 | 套 | 1 |
注:该系列设备为非标定制,有成熟的制作、调试经验和客户